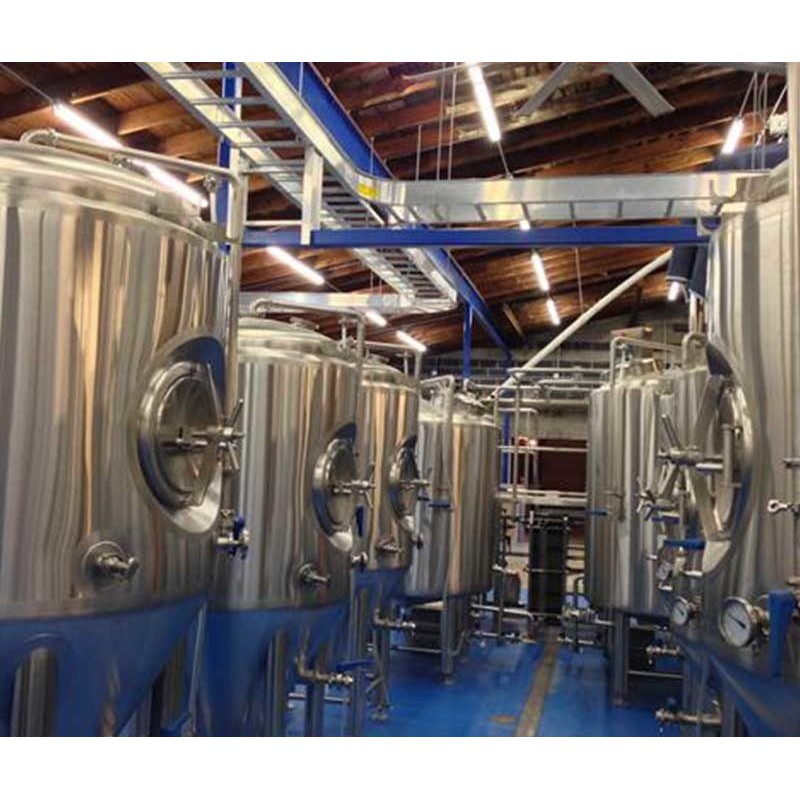
Sistemas de Cervecería Artesanal Automatizados y Personalizables (2-100 BBL)
Los Sistemas de Cervecería Artesanal Automatizados y Personalizables (2–100 BBL) están diseñados para ofrecer control, eficiencia y consistencia en cada etapa del proceso cervecero. Estos sistemas integran automatización avanzada y configuraciones a la medida, permitiendo a cervecerías de todos los tamaños optimizar la producción, mantener la calidad del producto y escalar sus operaciones de forma segura y eficiente, sin sacrificar flexibilidad ni precisión.

Image Gallery



Description
Sistema piloto / comercial Seltzer
- Hervir - Recipiente combinado Whirlpool para mezclar el agua con la base malteada
- Intercambiador de calor de dos etapas: para nocaut a temperaturas de precisión para fermentación
- Recipiente de infusión: para su fruta, concentrado, especias o adiciones de lúpulo que no están en ebullición
- Ensamblaje CIP integrado
- Condensador de vapor opcional
- Bomba SPX clase c con conjunto de motor ABB integrado en un diseño de tubería rígida personalizable
- Sondas de temperatura IFM y conectividad
- HMI Siemens de 4 ″ para controlar la velocidad de la bomba, la temperatura del recipiente y la iluminación. Todos los componentes eléctricos con certificación UL
Tanques de Kombucha
- Fondo falso rallado para sostener su scoby a nivel de acceso
- Paso de acceso de 17 ″ x 13 ″ diseñado para facilitar la extracción de scoby
- Piedra de co2 / o2 ubicada debajo del falso fondo para dosificación de oxígeno o carbonatación
- Entrada tangencial para mezclar frutas y aromas
- Diseñado para funcionar con el infusor basculante deutsche
- Modelos con revestimiento de glicol o de pared simple disponibles
- Clasificado a 29 psi
- Capacidad CIP completa
- Opciones personalizadas disponibles
Café frío
- Tanque aislado con camisa para aplicaciones de remojo en frío o en caliente
- Tamaños estándar = 150, 225, 300, 450, 600 galones
- Sistema de control automatizado con panel
- Proceso sanitario completo de tubería rígida y tubería de limpieza con bomba centrífuga
- Agitador accionado por motor de frecuencia variable con arado de salida de material
- Columnas de filtro dobles de acero inoxidable para filtros de bolsa de micrones seleccionables
- Energía disponible en 240v (3ph) o 480v (3ph) para todos los sistemas y 220v (1ph) para sistemas de 300 galones y más pequeños
- Adaptaciones personalizadas para satisfacer las necesidades específicas de su proceso disponibles
Features
- Hervir - Recipiente combinado Whirlpool para mezclar el agua con la base malteada
- Intercambiador de calor de dos etapas: para nocaut a temperaturas de precisión para fermentación
- Recipiente de infusión: para su fruta, concentrado, especias o adiciones de lúpulo que no están en ebullición
- Ensamblaje CIP integrado
- Condensador de vapor opcional
- Bomba SPX clase c con conjunto de motor ABB integrado en un diseño de tubería rígida personalizable
- Sondas de temperatura IFM y conectividad
- HMI Siemens de 4 ″ para controlar la velocidad de la bomba, la temperatura del recipiente y la iluminación. Todos los componentes eléctricos con certificación UL
- Fondo falso rallado para sostener su scoby a nivel de acceso
- Paso de acceso de 17 ″ x 13 ″ diseñado para facilitar la extracción de scoby
- Piedra de co2 / o2 ubicada debajo del falso fondo para dosificación de oxígeno o carbonatación
- Entrada tangencial para mezclar frutas y aromas
- Diseñado para funcionar con el infusor basculante deutsche
- Modelos con revestimiento de glicol o de pared simple disponibles
- Clasificado a 29 psi
- Capacidad CIP completa
- Opciones personalizadas disponibles
- Tanque aislado con camisa para aplicaciones de remojo en frío o en caliente
- Tamaños estándar = 150, 225, 300, 450, 600 galones
- Sistema de control automatizado con panel
- Proceso sanitario completo de tubería rígida y tubería de limpieza con bomba centrífuga
- Agitador accionado por motor de frecuencia variable con arado de salida de material
- Columnas de filtro dobles de acero inoxidable para filtros de bolsa de micrones seleccionables
- Energía disponible en 240v (3ph) o 480v (3ph) para todos los sistemas y 220v (1ph) para sistemas de 300 galones y más pequeños
- Adaptaciones personalizadas para satisfacer las necesidades específicas de su proceso disponibles
Interested in Sistemas de Cervecería Artesanal Automatizados y Personalizables (2-100 BBL)?
Complete the form and our team of experts will contact you to offer you the best solution.
Contact Information
Phone
+1 305 827-9480Related Products
Sistemas Post-Fill Ska Fabricating | Empaque Después del Llenado
Los sistemas post-fill de Ska Fabricating ayudan a mover y organizar los envases...

Fermentadores y Tanques
Los fermentadores Uni-tank (Unitanques) y los Brite Tanks (tanques de cerveza ...

Equipo de cervecería a medida
Los sistemas de Deutsche están diseñados meticulosamente para adaptarse al proce...

Ska Fab Microbus | The Smallest & Most Compact Can Depalletizer
Capable of speeds up to 30 CPM, the Microbus depalletizer is optimized for the s...